很多企業在對板材進行力學性能測試過程中��,通常采用性能穩定的試樣來作設備精度管理之用��,也就是選定一批性能穩定的試樣作為標準試樣����,其值一般在較小的偏差范圍內波動,通過對這些試樣的測試�����,如果所得結果嚴重偏離已知數值�����,那就可確定該設備的測量系統的精度狀態已不能滿足生產所需��,拉力機有4~5個數值��,通過比較這些值就能反映整臺拉力機的精度狀態是否理想���,這4~5個值之中r值是很具代表性的一個值��。(所謂的r值就是塑性應變比)下文我們就來介紹一下如何通過r值的穩定性來判斷拉力機的狀態�。
拉力機工值的計算公式:
r=In[bo/b]/In[Lb/Lobo] (1)
式中�����,bo為初始寬度;b為拉伸后寬度���;Lo為初始標距�;L為拉伸后長度��。
我們可以看到��,這個值和長度引伸儀����,寬度引伸儀��,截面積測量臺幾個測量單位都有密不可分的關系���,只要該數據在控制指標范圍之內���,那么對應的測量系統總體是符合測試要求的。結合金屬拉力試驗機我們來分析一下各個測量系統如何對工值產生影響����,及產生影響后如何調整�。
一.橫截面測量儀對r值產生的影響及調整:
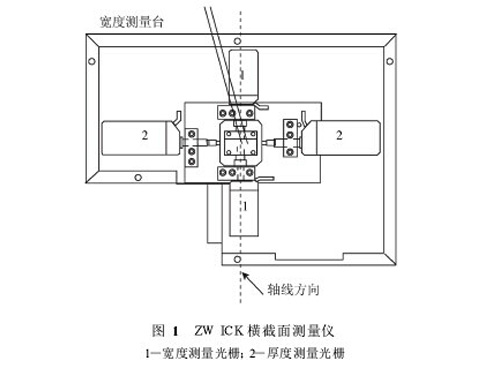
橫截面測量儀測量結果為試樣寬度和厚度���,寬度是公式(1)中的寬度bo�,厚度定義為ao���,由于公式(1)是由公式r=In[bo/b]/In[ao/a]演化而來(依據體積不變的原理久即厚度變化可以由試樣的長度和寬度變化來體現��,因此厚度的因素在此環節中可以忽略掉�����。接著來分析寬度����,假設寬度測量有問題����,在公式(1)中體現為bo出現異常,bo大于實際值���,那工值偏大;反之則偏小���。當然這是在其他因素相對穩定的請況下����,我們就可認為該設備橫截面測量儀精度出現問題��,需要做必須的調整工作��。以目前我們所使用的ZWICK橫截面測量儀為例�����,該測量儀主要是以兩對光柵作為測量部件���,輔以自動驅動系統����,如圖1所示���。
橫截面測量儀測試分析
如上圖所示,寬度測量產生誤差的原因主要是1號光柵兩個不能保持在同一軸線方向��,導致測量值產生誤差���,因此保持兩個光柵在同一軸線上是調整的主要工作�����,此調整工作要借助于設備自身提供的標準測量塊��,每次調整完都要進行相應的標定工作�����,以保證該部件的精度��。
二.長度引伸儀對州值產生的影響及調整
a.測量過程中對r值產生的影響及調整
長度引伸儀測量試樣在拉伸過程中的長度變形�,一般以△L來表示,這個變形量加上初始標距���,就是試樣拉伸后的長度�����,即L=△L+Lo���,公式(1)中L值的準確與否也和r值的大小有直接關系,由此可見長度引伸儀也是影響r值的關鍵因素���。由于工值是反映試樣延軸向拉伸到產生均勻塑性變形時����,試樣標距內寬度的真實應變與厚度的真實應變之比,試樣延軸向拉伸到17%時取值����,如果△L測量上產生一定的偏差,也就等于誤取寬度變形的值�,最終也就影響到r值,所以在確定其他元素正常的情況下�����,r值異常也能反映長度測量元器件狀態情況����。同樣以ZW ICK拉力機長度引伸儀為例,其測量部件主要是長度光柵��,然后通過杠桿原理取得長度測量值�。測量原理如圖2所示����,引伸計內部是一杠桿原理組成的傳動機構,試樣變形長度為光柵移動距離乘以一定比例常數所得����,該比例常數為引伸計臂長在支點兩端之比���。
如果△L測量產生異常,ZW ICK引伸計調整主要著眼于以下幾點:
(1)支點的靈活性����。ZW ICK的支點采用滾珠軸承和引伸計臂連接,一般相對運動比較靈活�,看他是否正常,可以在不夾持試樣的工作狀態下撥動引伸計臂觀察其運動是否靈活�����,進一步判斷軸承的狀態����,如產生問題可更換該軸承。
(2)引伸計夾持試樣的松緊度�����。引伸計正常狀態應該是跟隨試樣的變形而一起移動��。保證引伸計隨動性主要通過一組彈簧來實現,如果彈簧彈性不足���,那就會影響引伸計臂的夾持力���,最終導致試樣和引伸計之間產生相對滑動,也就是通常所說的打滑���,所得出的數據肯定要小于真實數據��,造成測量誤差����,因此保證試樣和引伸計之間的相對固定在△L測量過程中是十分關鍵的�����。
(3)光柵測量桿的潤滑度��。光柵是靠光柵桿自重來實現位移測量��,在試樣不斷伸長的過程中�����,光柵桿由于自重的原因也不斷伸長����,相應的位移數據也會隨之產生,如果光柵桿不夠潤滑的話����,其自重不足以驅動該桿移動,因此△L測量就會發生偏差���,保持光柵桿的潤滑也是十分重要的調整手段���。
b. Lo設定過程中對r值產生的影響及調整
進入21世紀后,各企業裝備的引伸計基本上都更換成自動形式����,何謂自動引伸計呢,由于目前的試樣測試標準繁多�,每種標準對初始標距要求不同,因此從工作效率方面要求單個引伸計要具備適應多種標距測量的能力���,因此這種能在不同標距間實現自動切換的引伸計就普及起來�,這種引伸計也就是自動引伸計���。由于其自動定位的緣故�����,也就存在著定位精度這個問題�����,定位精度對值有影響嗎����,我們來分析一下公式(1)中初始標距定位精度也就是Lo的定位精度,計算公式中的Lo為系統設定數值直接參與計算�,由于實際的Lo要依靠自動定位傳動系統定位獲得,和理想數值之間肯定存在精度誤差��,而△L是基于理想Lo的變形百分比而獲取的�,因此實際的伸長量L會產生誤差(L=Lo+△L)也就最終導致r值會產生誤差,我們一般對定位精度有0.5%的正負精度要求�,從數據上分析在該精度控制范圍內定位精度對工值影響較小。
如果Lo的精度超出這個范圍����,假設其他因素穩定的前提下,植會出現異常����,因此調節Lo定位精度也是保證r值穩定的一個重要手段����。以我們自動引伸計Marco為例�����,該引伸計主要通過機械和電氣系統連調來保證Lo的定位精度����。
引伸計通過電氣部分來驅動絲杠獲取預先設定的標距�,其驅動過程中,電氣原因和機械原因都可能導致定位精度下降����,從以往的維護經驗來看,機械部分只要對傳動絲杠保持適當潤滑即可保證其可靠性����,調節主要通過調節電氣部分來實現,Marco的絲杠連接一高精度電位器���,絲杠運行的直線距離通過電位器換算成對應的電位U:計算機對設定標距提供一個電位U兩個值通過比較所得卿(△U=U-U')即是驅動絲杠運行的電壓信號��,如差值為0V�����,則系統認為標距已達到設定值����。由于電子元件性能下降等原因,如果電氣信號認為已到位���,而實際移動距離尚未滿足精度要求���,于是就產生了誤差?���?梢酝ㄟ^調節電路中預設的可調電位器來實現精度調節,調節前首先要測量一下可調電位器輸出端電位���,然后通過手動方式旋轉傳動絲杠����,使其盡量接近預設標距數值����,這時可調電位器端的電位會產生變化���,當確保實際標距和設定標距間的誤差控制在精度范圍內以后,調節可調電位器使其對應電位數值回復到調節前��,反復調節幾次���,就能獲得精度可靠的標距。
三.寬度引伸計對州值產生的影響及調整
寬度引伸計由于測量上的問題也會對r值產生影響�����,由于寬度引伸計對寬度變形的跟蹤好壞直接影響△b的取值����,而△b也是對r值的精度有直接影響,因此寬度引伸計與試樣之間接觸的緊密程度十分關鍵�,從我們的實踐經驗來看,寬度引伸計機械結構設計的合理性很重要���,從ZW ICK的寬度引伸計來看����,其機械結構相對比較合理,從接觸試樣的觸腳和光柵的隨動機構等部件相對比較可靠���,在平常的維護中注意元件之間的潤滑即可保證其工作的可靠性����,關鍵就是固定觸腳的軸承必須保持其靈活性��,如果產生問題必須更換����,否則會影響工值的精度。
總結:上述三大因素是影響拉力試驗機精度的主要元素����,反之通過對已知r值等結果試樣的測試比較也可以判斷整臺拉力試驗機的功能精度是否符合測試要求,我們正是通過這種手段有效地控制了拉力試驗機的狀態�,保證了檢驗數據的真實性和可靠性。

 來源:天氏庫力 發布日期
2018-09-23 瀏覽:
來源:天氏庫力 發布日期
2018-09-23 瀏覽: