泡罩包裝有哪些檢測項目���?
 來源:天氏庫力 發布日期
2020-02-11 瀏覽:
來源:天氏庫力 發布日期
2020-02-11 瀏覽:
泡罩包裝所用的PTP鋁箔和PVC硬片或PVC/PVDC復合硬片會直接接觸藥品����,因此需要特別關注材料的檢測��,同時國家也出示了很多相關標準����,檢測的項目包括拉伸強度、熱合強度��、耐沖擊強度����、鋁箔針孔度、破裂強度����、熱收縮率等物理性能,下面小編著重介紹一下泡罩包裝的這幾項重點檢測項目�����。
一�����、拉伸強度:
1��、檢測目的:低密度聚乙烯固體藥用膜���、袋需在使用中需承受內容物重量的作用�����,另外還要受到一些外力�����,故需進行機械性能的測定�,通過檢測確保其機械性能合格��。
2����、試驗方法:拉伸強度方法引用拉伸性能測定法(YBB00112003),指標根據實驗驗證結果而制定,一般縱向���、橫向拉伸強度平均值不得低于10Mpa.斷裂伸長率方法引用拉伸性能測定法(YBB00112003)�����,指標根據實驗驗證結果而制定���,厚度小于0.05mm薄膜�,要求伸長率平均值不得低于130%�;大于0.05mm的膜,要求縱橫向斷裂伸長率平均值不得低于200%���。
3���、試驗儀器:業內通常采用50kg單柱電子拉力試驗機進行檢驗。
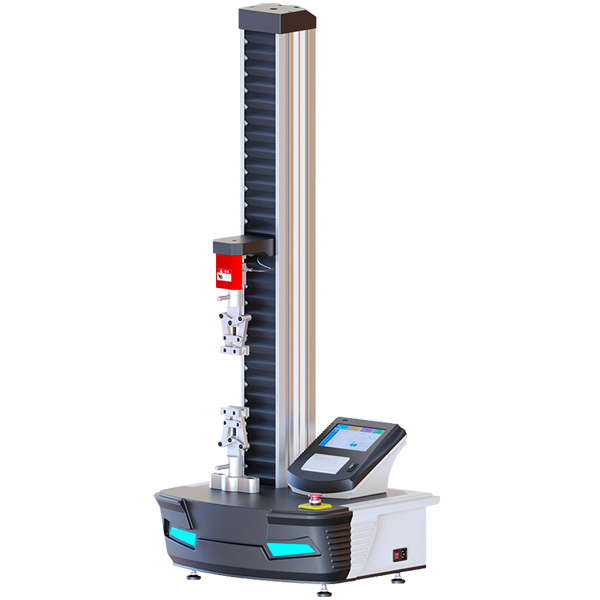 50kg單柱電子拉力試驗機
50kg單柱電子拉力試驗機
二�����、熱合強度:
1�����、檢測目的:泡罩包裝要保證各水泡眼的氣密性及相互獨立性�,則應確保熱合部位具有良好的熱合強度,否則當其中某一水泡眼中的藥品被取走�����,其余水泡眼則易出現漏氣、破漏�,導致藥品受潮、變質��,甚至出現藥品散落的現象�����。因此��,檢測熱合強度是泡罩包裝質量優劣的一個重要驗測指標�。
2���、試驗方法:參照具體的檢測標準選擇合適的熱封參數���,通過熱封儀對尺寸為100mm×100mm的PVC硬片或PVC/PVDC復合硬片進行熱封(將鋁箔的黏合層面與PVC片疊合),然后用標準裁切器將試樣切成15mm寬��,取中間三條通過拉力機進行180°剝離(剝離速度按具體檢測標準的要求執行)��,剝離所需要做的最大功就是熱合強度���。
3�、試驗儀器:業內通常采用微機控制型醫藥包裝撕拉力測試儀進行檢驗。
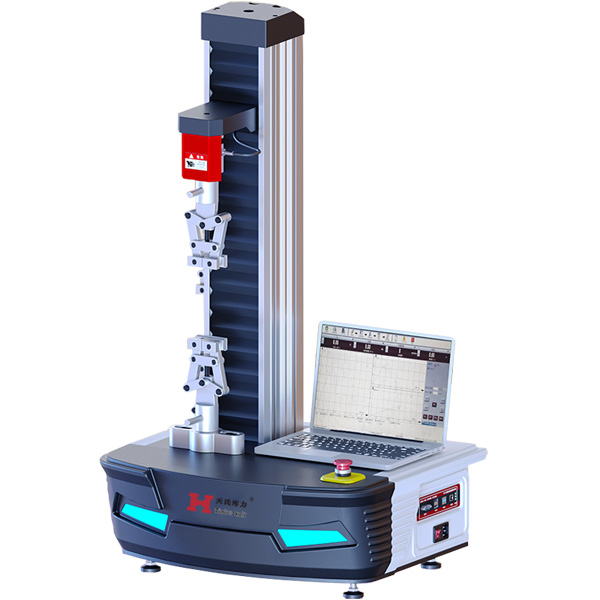 醫藥包裝撕拉力測試儀
醫藥包裝撕拉力測試儀
三���、耐沖擊強度:
1��、檢測目的:沖壓成型是泡罩包裝制造過程中的一個重要步驟��,因此檢測PVC硬片或PVC/PVDC復合硬片的耐沖擊強度意義重大�����,根據鋼球大小尺寸定制�����,可以測試塑料硬片的鋼球沖擊強度���,藥用PVC硬片的落球沖擊,可以檢測材料在受到外力沖擊的情況下是否破損���,來判定材料是否合格���。
2����、試驗方法:裁取長約150mm���,寬為50mm試樣�,縱橫向各5個�����。試樣應在溫度23±2°C��,相對濕度50%±5%的環境中����,放置4小時以上���,并在上述條件下進行試驗�,將試樣固定于落球沖擊試驗機上��,跨距100mm���,選取鋼球和落球高度�����,使鋼球自由落下于跨距中央部位����。縱橫向均不得有二片以上破損����。
3、試驗儀器:業內通常采用落球沖擊試驗儀|落鏢沖擊試驗機進行檢驗�����。
 落球沖擊試驗儀|落鏢沖擊試驗機
落球沖擊試驗儀|落鏢沖擊試驗機
四����、鋁箔針孔度:
1、檢測目的:泡罩包裝的底板一般采用藥用鋁箔材質����,藥用鋁箔真空度是指鋁箔上穿透性的小孔洞,它直接影響最終包裝對內容物的防護性�,如果真空度正好處于泡罩的部位,藥品包裝的防護性將完全喪失���。
2����、試驗方法:在規定的環境及燈箱光源下,利用鋁箔針孔的透光性����,來觀察針孔的數量,并測量針孔的尺寸�。根據YBB00152002標準要求,每一平方米中��,直徑大于0.3mm的針孔不允許有�����,直徑為0.1-0.3mm的針孔數不得超過一個���。
3、試驗儀器:業內通常采用TSZK-03鋁箔針孔度測試儀進行檢驗���。
 TSZK-03鋁箔針孔度測試儀
TSZK-03鋁箔針孔度測試儀
五��、破裂強度:
1���、檢測目的:如果藥用鋁箔的內在質量較差�����,就會經常出現斷箔及破裂�����,從而影響印刷及涂布的進行�。如果是鋁箔斷在印刷機的烘道內���,由于烘道的溫度很高�����,一般情況下需降溫后才能連接���,從而影響了生產進度。在使用過程中�����,用戶可能因為破裂強度太大而引起使用的不方便,太小又會引起泡罩破裂從而引起藥品的失效��,因而需對鋁箔進行破裂強度的檢測�。
2、試驗方法:取40mm×400mm試樣三片��,分置藥用鋁箔破裂強度儀上測定��,均不得低于98Pka�。
3、試驗儀器:業內通常采用全自動耐破強度測試儀(鋁箔)進行檢驗�。
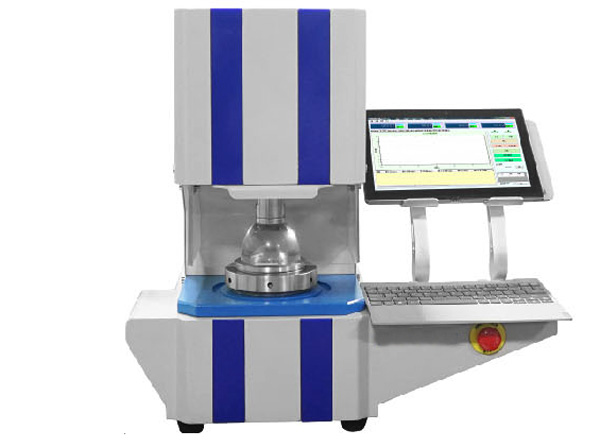 全自動耐破強度測試儀
全自動耐破強度測試儀
推薦閱讀
【本文標簽】:泡罩包裝檢測項目
【責任編輯】:天氏庫力 版權所有:http://fyqpxh.com/轉載請注明出處









